What is flocking
Flocking Velvet refers to vertically fixing fiber powder (short fibers obtained by grinding or cutting waste fibers, with a length of generally 0.3 to 0.8mm) on an object or substrate coated with adhesive (such as plastic, wood, rubber, leather, Paper, cloth, etc.), this method of fixing short fibers is called flocking.
Electrostatic flocking
Electrostatic flocking is to make use of the physical properties of same-sex charges repel and opposite-sex attract, so that the villi are negatively charged, and the objects to be flocked are placed under zero potential or grounding conditions. The villi are attracted by the plant body due to the different electric potential, resulting in a It accelerates vertically to the surface of the object that needs to be flocked. Since the plant body is coated with adhesive, the fluff is vertically stuck to the plant body. Therefore, electrostatic flocking is a new production process that utilizes the natural characteristics of electric charges.
Process
Bottom Cloth preparation, ironing and drying – gluing (pre-coating and main coating) – electrostatic flocking (flocking room) – drying (multi-stage drying box) – brushing – rolling and packaging – finished product
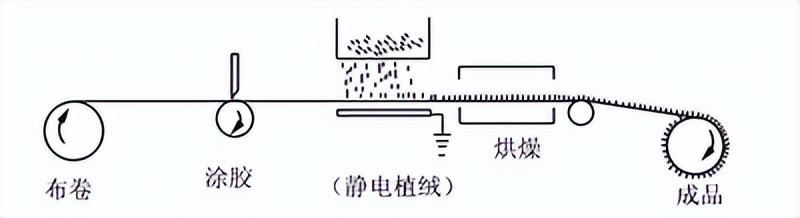
Schematic diagram of electrostatic flocking process
According to different flocking products, choose the appropriate flocking method, which is generally divided into three types:
01 Flocking machine Assembly line flocking:
This flocking line can realize the gluing, flocking, drying and removal of floating velvet of items. Fully automatic completion of one sample, such as: flocked cloth, leather, paper, non-woven fabrics, PVC, blister sheets, sponges, various handicrafts, toys, automobile plastic parts, storage boxes, automobile sealing strips, decorative strips, Flock printing for blister boxes, cardboard, wall calendars, couplets, New Year pictures, and packaging gift boxes.
02 box flocking:
Make a flocking box according to the size and shape of the flocked product, place the fluff in the box, and turn on the power. In this way, a high-voltage electric field is formed in the flocking box, and the flocked product is sent from one end of the flocking box. After entering the box, after three to five seconds, the flocking is completed, it is removed from the other end of the box, and the finished product is dried or air-dried.
03 nozzle flocking:
Connect the power supply, and the tens of thousands of volts of high-voltage static electricity generated by the flocking machine is output to the nozzle. The fluff in the nozzle is negatively charged, and then the adhesive is sprayed on the surface of the plant body, and the nozzle is moved closer to the quilt. For flocking objects, the fluff rises from the nozzle to the surface of the object to be flocked under the action of a high-voltage electric field, and is planted vertically on the surface of the object coated with adhesive.
Flocking features: strong three-dimensional effect, bright colors, soft hand feel, luxurious and noble, gorgeous and warm, realistic image, non-toxic and tasteless , thermal insulation and moisture-proof, non-linting, friction-resistant, smooth and gap-free. The flocking industry is very broad,

Partial application examples of flocking technology:
The surface of various product base materials can be flocked, and it is not limited by the shape and size of the vegetation. Such as: paper, cloth, non-woven fabric, artificial leather, plastic, glass, metal, rubber, wood board, sponge, gypsum board, artificial board, blister sheet, foam, ceramics, resin, etc.
Flocking fabric analysis
To carry out various printing on flocked cloth, you must have a comprehensive understanding of the structure and performance of flocked cloth. The flocked fabric is to be reprinted, and the selection of pile, adhesive and dye for dyeing the pile is crucial.
1. Velvet
From the perspective of flocking, the most commonly used villi are viscose and nylon fibers. Viscose fiber is made from wood as raw material through certain chemical processing. The crystallization area of the fiber is 30~40%, and the degree of polymerization is about 250~500. Because the crystallization area of viscose fiber is relatively high, dyes are not easy to penetrate. Generally, it is difficult to obtain good blackness when dyeing black, and special dyes and dyeing methods must be used. At the same time, due to its low degree of polymerization, the fiber strength is far less than that of nylon. Generally, dyes suitable for viscose fibers include direct, reactive, vulcanized, etc. Naftol is also acceptable, but should be used sparingly. Viscose does not soften or melt at high temperatures, and begins to change color at 260~300°C.
<img src="http://imges.zaomingfu.�,hightemperaturesteaming,reductionwaterwashingandaseriesofprocesses.Theflockingclothshouldnotbedamagedduringthisprocess,whichisarequirementfortheflockingcloth.
1.Directprinting:
Choosedifferentprintingmethodsaccordingtotherequirementsofthedesign.Generallyspeaking,itcanbesolvedbydirectprinting,butgenerallynotDodischargeprinting,becausetheprocessofdischargeprintingismorecomplicatedthandirectprinting,andthecostisrelativelyhigher.Directprintingofflockedfabricsisgenerallyperformedonaflatscreenorrotaryscreenprintingmachine.
2.Selectionofdyes:
Viscosefleececanbeprintedwithdirectdyesandreactivedyes.Directdyeshaveasimpleprocessandacompletechromatogram,butthecolorisrelativelybrightandthecolorfastnessispoor.Therearealsosomedirectdyeswithbettercolorfastness,butthepriceishigher.Reactivedyeshaveacompletechromatogram,goodcolorbrightnessandgoodcolorfastness.,butreactivedyesgenerallydevelopcolorunderalkalineconditions,soimproperprocessingoroperationwillcausehairloss.Onlyafewreactivedyesaresuitableforprinting.
Nylon fluff has affinity for many dyes, and can be dyed directly, acidic, dispersed or reactive. But generally choose acid dyes and neutral dyes as well as a small amount of direct dyes. There are also factories that use disperse dyes when making light colors. Therefore, each factory makes its selection based on its own different production conditions and customer requirements.
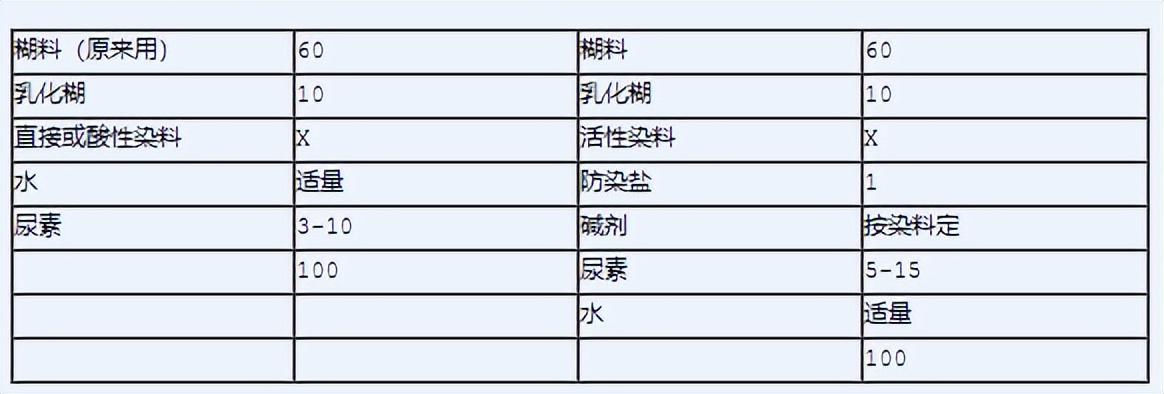
3. Process prescription:
4. Discharge printing:
Discharge printing on flocked cloth is divided into white discharge and color discharge. White discharge uses a reducing agent to destroy the chromogenic group of the dye in the pattern part of the flocked cloth and restore the fluff to its original appearance. ; Color discharge is to add reducing agent-resistant dyes to the white discharge pulp, so that the reducing agent can destroy the dye structure on the dyed fluff and reprint the required color to achieve the purpose of discharge printing.
Finishing of flocked printed cloth:
After the flocking printing has been steamed and washed (if the water is washed and desizing is not clean, the hand feeling will be poor, even adding softener will not help), a softener must be applied, so that the fabric can be better Good feel and drape. There are many types of softeners on the market according to major categories, and there are countless types of softeners according to manufacturers. Choosing a good softener is indeed important. Currently, silicone softeners, also known as silicone oils, are most commonly used. Suitable for both viscose and nylon.

With the development of high and new technologies and the continuous development of new fibers, the sources of down varieties are becoming increasingly widespread. For example, Modal fiber is a green fiber developed in recent years. It has strong wet strength and the wearing properties of viscose, and its cost is also close to viscose fiber. If this kind of fiber fluff is applied to flocking, its wear resistance index will be greatly improved. Another example is Tencel fiber’s A100 fiber, which has the water absorption of viscose fiber and the strength of polyester. There are also some blended new synthetic fibers showing off. These new fibers will likely become new members of the flocking industry. With the continuous development of fluff, adhesives, flocking technology and printing and dyeing finishing technology, flocked cloth will have very broad prospects and far-reaching social benefits.